商用车行业特点说明
商用车作为生产力工具,区别于大众消费品的乘用车,需要面对更加多样化的作业环境,因此终端客户会基于整车的实际用途提出各式各样的定制化需求。除此之外,从销售接单到整车生产过程中,商用车企业还需要面对客户或者设计人员发起的配置和非配置类变更。基于上述行业现状,商用车企业不得不采用“少批量、多品种、按单生产”的模式。另外,从消费市场来看,商用车的产销量只占汽车行业整体市场的15%左右,因此相对乘用车企业而言,商用车企业对下游供应商的话语权较小、管控力度较弱。
综上所诉,商用车企业面对着比乘用车企业更复杂的供应链管理问题,在销售、生产、采购的协同上也面临着更艰巨的挑战。
商用车分类、结构及生产工艺说明
在对商用车行业的痛点与挑战进行深度剖析之前,我们先对商用车的分类以及整车结构做个简单介绍。
由于商用车的生产力工具属性,导致商用车的分类要比乘用车丰富得多,大类上可以分为客车、半挂牵引车、货车、货车非完整车辆、客车非完整车辆,详细定义及类别可参考下图一。

图一
不论是哪一类商用车,整体结构上都可分为车身、车架、上装三大部分(参考图二),一般整车厂除了总装配工厂外,也会单独设立部装工厂生产车身、车架。车身厂生产流程为“冲压--焊装--涂装”,即先将钢板冲压成顶盖、侧围、前围、后围、车门,然后焊装拼接成白皮驾驶室,最后对白皮驾驶室进行电泳、喷漆。车架厂的生产流程为“冲压--铆装--涂装”,即将钢板冲压生成横梁、纵梁总成,然后将横梁、纵梁等零部件进行铆接生成车架总成,最后对车架总成进行电泳、喷漆。而总装配工厂,一般建设有内饰线与底盘线。内饰线承接车身厂喷好漆的驾驶室壳体,再装配空调、仪表板、座椅等部件,组装成驾驶室总成,即我们在图二所示整车的车身部分。底盘线则承接车架厂喷好漆的车架总成,装配轮胎、发动机、变速箱等部件,并搭装好内饰线生产好的驾驶室总成,拼装成一辆完整的商用车。
总结下来,商用车生产企业设计到的工艺较多,除了总装配厂的装配外,还包括车身厂、车架厂的冲压、焊接、涂装工艺。

图二
上文我们提到了因为商用车行业的按单生产模式以及供应链管理现状,给商用车企业在销售、生产、采供的协同上提出了更高的要求与挑战。下面我们就针对商用车行业在销售、生产、采供上遇到的痛点与挑战逐一进行说明。
产销协同
商用车企业传统的销售订单交期评估模式为,销售公司接到各地办事处提交的销售订单后,依据生产部门提供的不同平台、不同车型的整车产能,结合当前还未生产的订单粗略计算得出。传统的交期评估模式,完全忽略了各供应商的物料供应能力,评估的交期相对粗放。因此在对主生产计划进行排产时,计划部门需要频繁与采供部门、车身厂、车架厂等资源供应单位反复沟通目前的资源保障情况以及未来的资源供应能力,并结合资源的实际供给情况反复调整主生产计划的装配顺序。对于部分资源供应周期较长的生产订单,极有可能导致无法按照预估的交货周期顺利交付。
为了提高交期评估的准确性,我们在系统中建立了一套以整车产能与物料供应能力为核心的交期计算模型。由整车经销商管理系统(CRM/DMS)在正式登记订单前,将销售订单传递至我们的生产计划系统,生产计划系统综合考虑不同平台、不同车型整车的产能,订单BOM中各物料的供应能力、采购提前期,并结合工厂日历,整车的装配周期、调试周期,进行订单交期计算并将结果反馈至经销商管理系统。
改进后的交期评估模式,提高了订单交期计算的科学性、准确性,在对主生产计划进行排产时,计划员可以依据交期从前到后挑选订单进行排产,避免了频繁调整订单的装配顺序,减少了因为资源供应问题而带来的订单延迟交付。
产供协同
商用车BOM层级多,物料种类繁杂,按单生产的行业特性带来了相当数量的专用件(客指、跟单等)采购需求,导致生产计划部门与资源供应单位在生产订单的资源保障上往往要花费巨大的时间、精力。在国内商用车企业现有的生产及库存管理水平下,传统的标准MRP已无法满足企业的实际需求。为此我们通过优化传统的MRP实施策略,在平台中重新梳理、搭建了采购需求计划模型,承接整车生产计划,并根据采购物资的特点差异使用不同的采购策略,通用物料库存补货、VMI物料供方管理、专用物料重点采购、跟单需求专项采购,辅以合理的配比模型,最后由系统自主生成采购计划释放计划员的采购计划分析压力,帮助计划员将更多的精力与资源投入在采购异常业务的处理上。
对于生产性物资的采购需求,通过供应商门户与高配合度的供应商协同,确认供应商供货能力与时间,拉动供应商备货与送货,或提醒物资采购部门及时切换供应商、开发新供应商,尽可能保证生产计划对物资的需求得到满足,在不满足的情况下则通过系统的反馈前端供应链的异常以快速调整产销计划。
同时为保障整车稳定有序的生产,商用车企业在主生产计划下发前需要花费大量时间精力进行资源核对工作。以我们实施的某商用车企业为例,该企业为保障生产计划的稳定执行,需要10多家自制件、采购件的资源保障部门及分、子公司,每天定时通过邮件的方式反馈资源保障信息,如果已经反馈过资源保障信息的物料因为其他原因出现了延迟,还需要单独通过纸质单据进行报告。而生产计划的编制人员每天则需要花费巨大的时间、精力,汇总10多家单位反馈的资源保障信息以及单独提交的延迟报告,从订单池中逐一挑选出具备生产条件的订单,然后确定整车装配时间,下发整车生产计划。为更好地协同生产计划与采供部门,提高资源核对的效率,我们在系统中提供了统一的资源反馈平台,每天由这10多家单位在系统中基于运算核对的结果,对存在缺件的生产订单输入缺件物料编码、缺件数量、预计保障时间等信息,生产计划员不再需要汇总统计并逐一核对生产订单,系统根据收集到的反馈结果自动挑选出当前具备生产条件的订单,而对于不具备生产条件的订单也明确给出预计能生产的时间节点,极大地提高了生产计划资源核对与下发的效率。
产产协同
整车的生产工艺复杂,BOM层级结构多。计划员在编制生产计划时,面对的对象不仅仅包括总装配厂的底盘、内饰总成,还包括车架厂的车架总成,横梁总成,纵梁总成,冲压件;车身厂的涂装车身,白车身,六大片总成(参考下图三)。
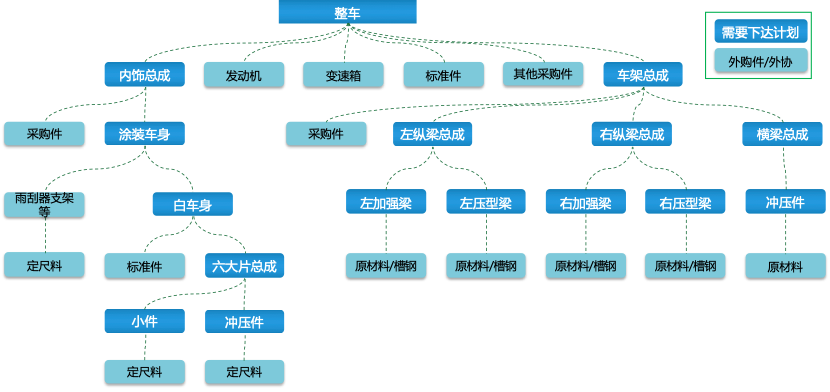
图三
生产工艺的繁杂也就意味着整车的生产流程较长,因而一旦销售或者设计发起了订单变更,如果上下游计划没有及时调整,则有可能导致总、部装车间的多产、漏产、错产等各类问题。在商用车行业普遍按单生产的模式下,从销售接单到整车生产过程中,配置与非配置类变更无法避免,因此在生产计划系统中必须建立一套能及时响应订单变更,高效协同总装、部装、分总成生产计划的机制。
为此我们搭建了一套完整的计划级联体系,首先通过订单树结构串联起从整车、内饰总成、车架总成到车身、车架分总成的生产计划;一旦系统接收到上游发起的变更信息,则从上到下逐层判断对应的生产计划是否已经生产执行,对于没执行的计划自动依照接收到的变更信息修改对应层级的生产计划,并更新生产计划的版本、记录历史版本数据,以便于生产计划员对比、查看各级计划的历史变更信息;与此同时,对于过程中涉及到的实物,需要有解绑重绑的逻辑关系,系统在发生变更时自动进行相关实物与生产计划的解绑与重新绑定,实现实物的一致性和可被替代性。
总装生产环节的挑战
前文已经多次提到过,商用车从接单到生产的过程中,销售和研发随时都有可能发起订单变更,而其中一部分的配置类变更则会引发装配BOM的调整。所以在生产执行系统中还需要建立一套有效的机制,规避由BOM变更带来的单车BOM错误、物料倒冲错误、厂内物料配送错误等一系列问题。
生产执行系统在整车上线采集时会获取上线整车最新版本的装配BOM作为单车BOM记录下来,并在后续的生产过程中将物料的倒冲,关键件的条码、供应商等信息记录到单车BOM中,以便于后续的生产及质量追溯。而当装配BOM在整车上线后发生变更,单车BOM就必须同步调整,不然就会导致单车BOM与实际装车清单的不一致,以及线边库存冲减错误等问题。因此生产执行系统在接收每一个订单每一个版本装配BOM的同时,会记录下新版本BOM增加与减少的物料明细。如果发生装配BOM变更的订单还未上线生产,不做进一步处理;而如果发生装配BOM变更的订单已经上线生产,系统则自动变更每一辆车的单车BOM,并自动修正因增加物料或减少物料带来的线边物料库存冲减错误。
而对于通过装配BOM与生产计划分解出来的配送需求,系统会去判断发生装配BOM变更的订单对应的物料配送需求是否已经生成配送指令给到库房,如果还未生成配送指令,则将多余的物料配送需求失效,并且自动新增缺失的物料需求;如果已经生成配送指令给到库房,系统则将所有涉及变更物料的配送指令通过报表的方式集中展示,告知库管员需要对这部分配送单据进行拆分、失效等处理。
此外,在整车生产过程中,存在生产现场临时发起设计更改的情况,生产执行系统为了进一步保证单车BOM与实际装车清单的一致性,还需要针对生产现场的设计更改单独进行记录,同步修正单车BOM,并将BOM差异信息回传ERP系统保证财务结算的准确性。
部装生产环节的挑战
在商用车“小批量、多品种、按单生产”的模式下,客户会对整车的车身、车架提出各类定制化的需求,而其中一部分是诸如在车架上多打几个孔或者调整下孔位位置的定制需求。针对这类定制化需求,如果对车身、车架编制新的物料编码,则会导致车身、车架的物料编码数量过多,生产单位管理困难的问题。
为便于生产单位管理,针对这类定制需求,车身、车架物料编码保持不变,而是在生产计划中增加了“技术文件”属性作为实物唯一性的判断依据,并指导车间的实际生产。其中“技术文件”由工艺人员在计划下发前,在系统按订单或者物料维度进行维护,车身、车架的生产计划下发时,系统会依据定义好的基础数据自动匹配“技术文件”,并记录上游工艺系统中对应的设计图纸链接。车间工人生产时,则依据生产计划上的“技术文件”属性和链接的设计图纸进行定制化加工,生产完成后系统依据物料编码及对应的“技术文件”进行实物的库存管理。